
 Pусский
Pусский
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى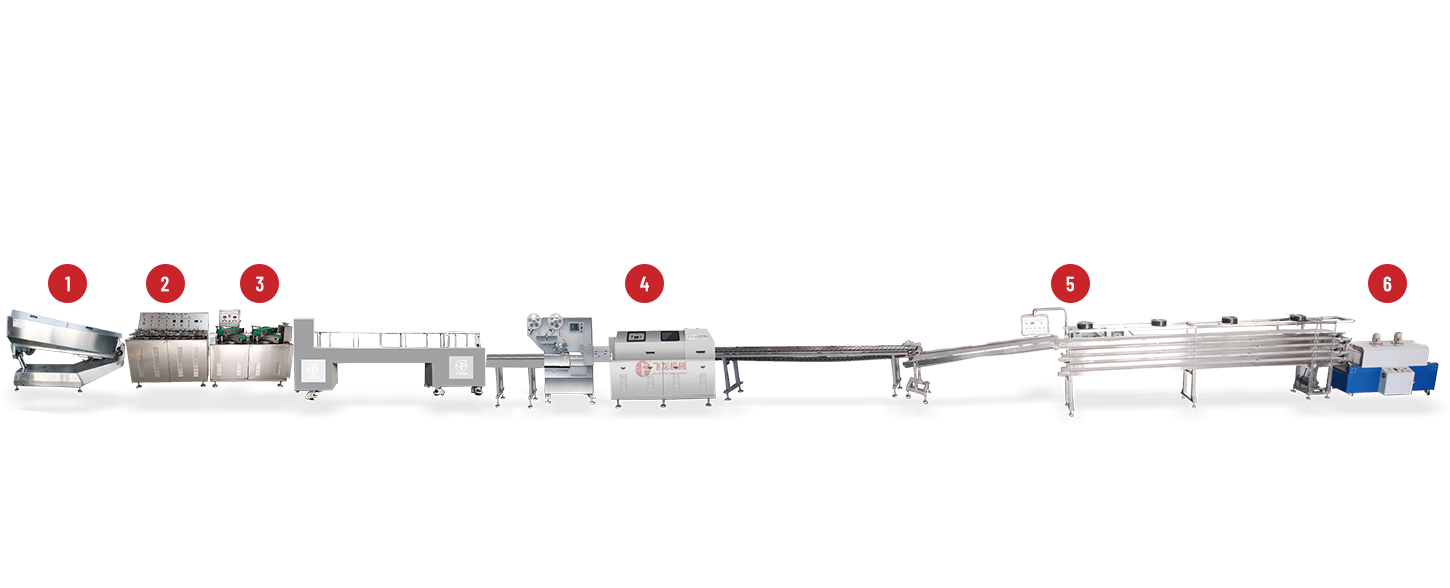
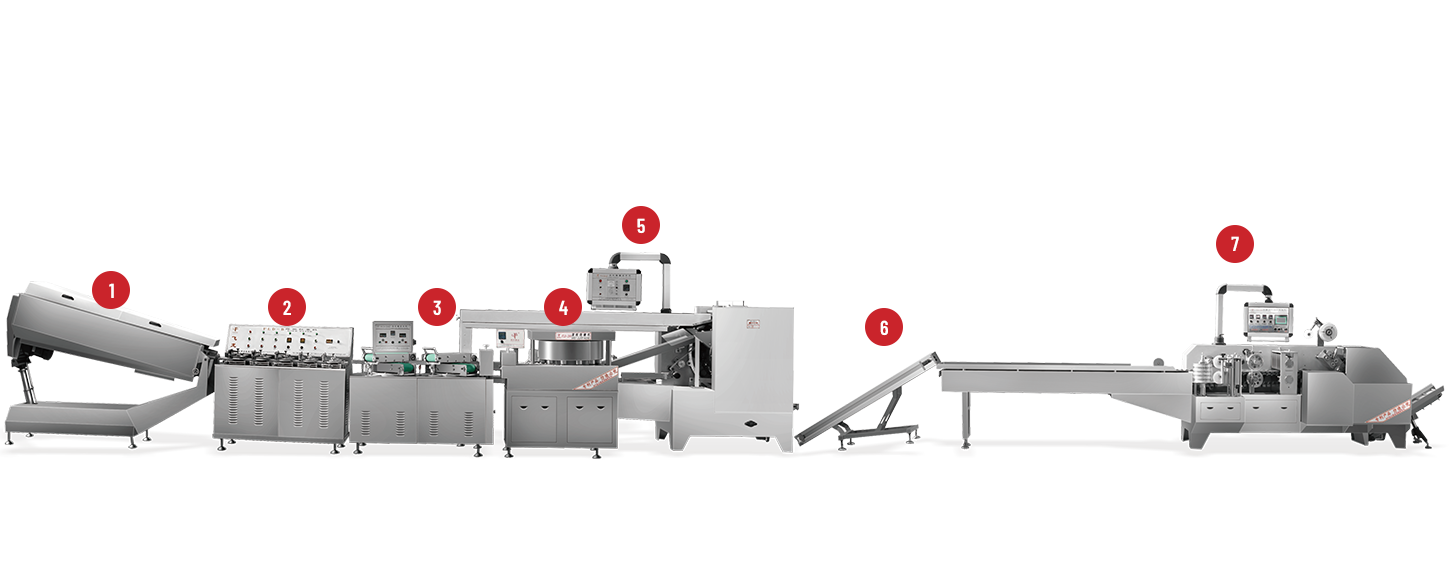




А Китайская линия по производству леденцов обычно на расстоянии выглядит контролируемым. Машины работают последовательно. Материал движется шаг за шагом. Готовая продукция выходит непрерывно, практически в устойчивом ритме.
Внутри мастерской картина немного менее гладкая. Небольшие изменения появляются во время длительных пробежек. Некоторые из них легко исправить. Некоторые повторяют тихо, не останавливая очередь. Со временем эти небольшие проблемы определяют, насколько стабильной становится вся система.
Далее следует более пристальный взгляд на проблемы, которые часто проявляются в реальных производственных средах не как отдельные сбои, а как закономерности, возникающие в ходе повседневной работы.
Почему поведение сахарной смеси меняется во время обработки?
Во многих линейках леденцов самая ранняя вариация начинается с самой смеси. На бумаге рецепт остается прежним. На практике поведение немного меняется от партии к партии.
Операторы часто замечают:
- смесь густеет с неравномерной скоростью
- текстура немного меняется во время обработки
- изменения расхода после повторных циклов нагрева
- охлаждение при каждом запуске ведет себя по-разному
Эти различия не всегда существенны. Линия до сих пор работает. Но «ощущение» материала меняется, и это влияет на каждый последующий шаг.
А small change in mixture behavior tends to echo through forming, shaping, and final appearance.
Что вызывает изменение формы при формировании леденцов?
Формирование — это момент, когда ранние различия становятся видимыми. Когда условия стабильны, продукция выглядит однородной. Когда появляются небольшие сдвиги, начинают проявляться вариации.
В реальном производстве несоответствие формы часто проявляется так:
- некоторые детали немного круглее других
- края выглядят неровными, если положить их рядом
- формы не заполняются одинаково в каждом цикле
- различия становятся более очевидными во время длительных непрерывных прогонов
Интересно то, что эти проблемы редко возникают по одной причине. Обычно это сочетание времени истечения, состояния пресс-формы и небольших изменений температуры или давления.
Как только вариация начинается, она имеет тенденцию повторяться по шаблону, а не в случайном порядке.
Почему смазка для плесени иногда становится нестабильной?
Разделение пресс-форм звучит просто, но на практике это одна из наиболее чувствительных частей линии.
Когда все работает гладко, продукты разделяются четко. Когда условия меняются, выброс становится менее предсказуемым.
Общие ситуации включают в себя:
- изделия слегка прилипают к формам
- неравномерное время высвобождения между полостями
- следы на поверхности после удаления
- накопление остатков в течение повторяющихся циклов
Это не всегда начинается внезапно. Часто оно начинается с небольшого сопротивления, которое операторы замечают во время манипуляций. Со временем это становится более частым.
Даже тонкий слой остатков может изменить взаимодействие поверхности с плесенью.
Как изменения температуры незаметно влияют на производственный ритм?
Температура на производственной линии никогда не бывает абсолютно спокойной. Даже когда системы находятся под контролем, небольшие колебания все равно происходят во времени.
Эти сдвиги могут влиять сразу на несколько этапов:
- поток смеси становится немного быстрее или медленнее
- Скорость формирования кажется менее сбалансированной
- качество поверхности незначительно меняется между партиями
- поведение охлаждения не остается полностью постоянным
Проблема в том, что изменение температуры редко проявляется само по себе. Он взаимодействует с поведением материала и временем, из-за чего эффект сложнее изолировать.
Операторы часто описывают это как изменение «ритма», а не явную техническую неисправность.
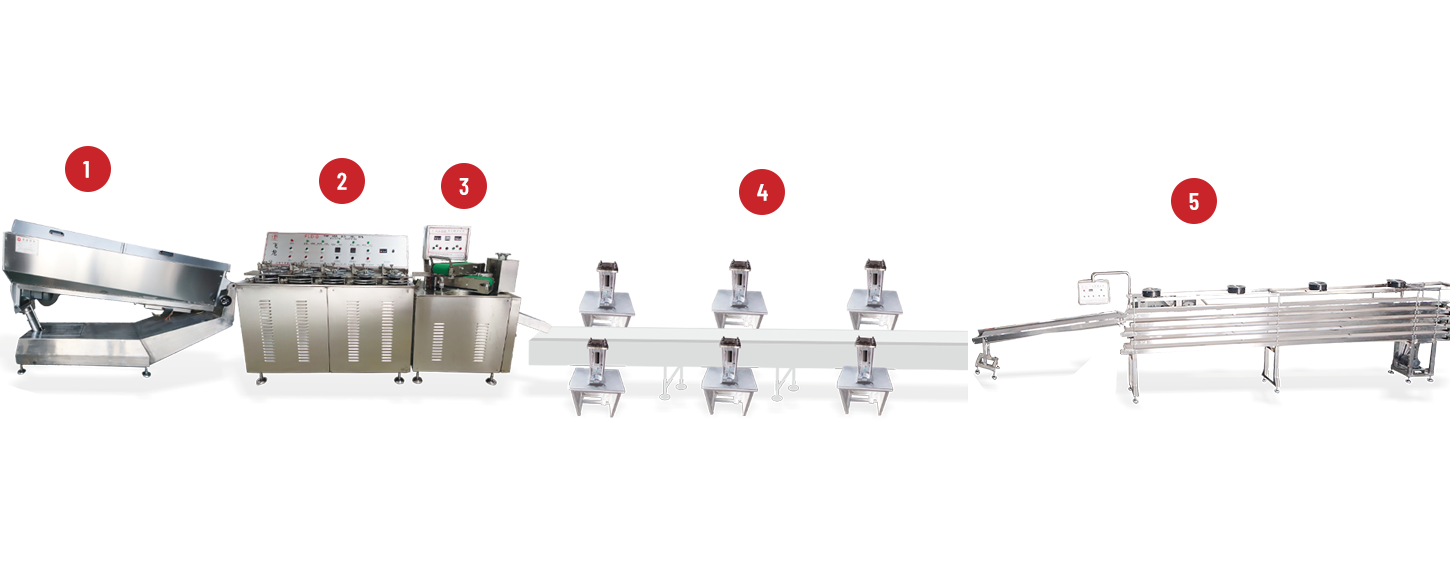
Что приводит к неравномерному заполнению форм?
Неравномерное наполнение — одна из тех проблем, которые могут оставаться скрытыми до тех пор, пока продукты не будут тщательно сравнены.
В повседневной работе это может выглядеть так:
- небольшие различия в размере или весе между полостями
- некоторые формы получают больше материала, чем другие
- изменение увеличивается во время бега на более высоких скоростях
- смещение баланса наполнения в течение длительных периодов производства
Причина обычно не очевидна. Это может быть связано с распределением потока, дисбалансом времени или небольшими изменениями сопротивления внутри системы.
Как только начинается неравномерное заполнение, оно часто продолжается по той же схеме, пока условия не будут скорректированы.
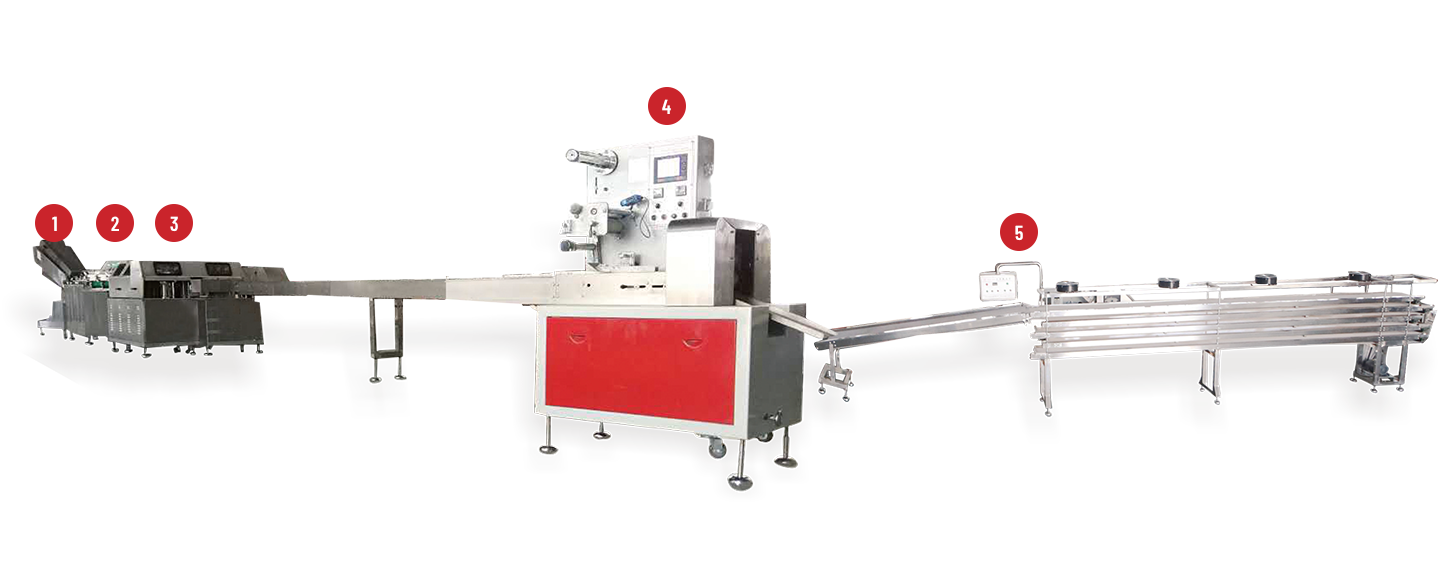
Почему скорость производства создает проблемы со стабильностью?
Изменения скорости являются обычным явлением на реальных заводах. Заказы меняются, графики корректируются, очереди настраиваются в течение дня.
Но когда меняется скорость, стабильность также может измениться.
Аt higher speeds:
- время становится более чувствительным
- управление потоком имеет меньший запас регулировки
- небольшие задержки становятся более заметными
Аt lower speeds:
- материал может оседать по-разному
- температурный баланс может сместиться
- ритм становится менее непрерывным
Проблема не в самой скорости, а в настройке между различными рабочими уровнями. Линии, которые остаются в одном постоянном темпе, часто ведут себя более предсказуемо, чем те, которые часто меняют скорость.
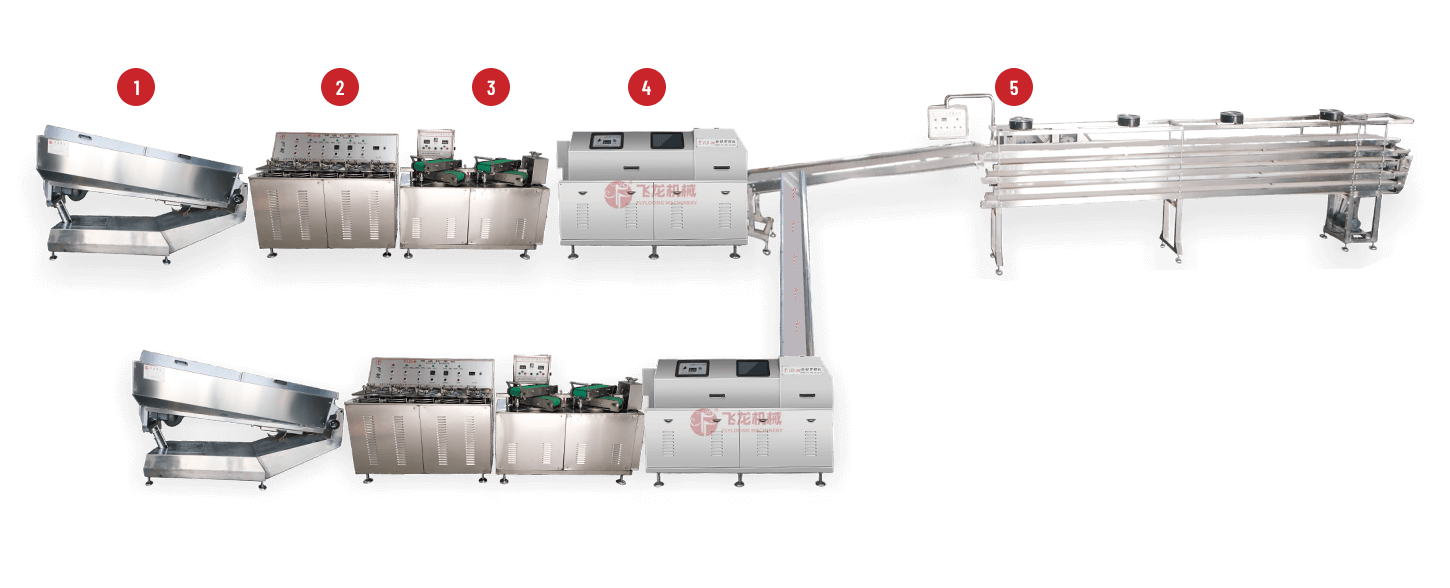
Как координация между машинами влияет на согласованность?
А lollipop line is not a single system. It is a chain of connected steps, and each step depends on the one before it.
Когда координация гладкая:
- материал течет без ожидания
- время между этапами кажется естественным
- результат остается постоянным с течением времени
Когда координация меняется:
- один этап производит быстрее, чем может выдержать следующий
- появляется временное накопление или задержка
- небольшие дисбалансы распространяются по всей линии
Эти проблемы часто не проявляются сразу. Они проявляются постепенно по мере накопления временных различий.
Операторы обычно обнаруживают их по ритму рабочего процесса, а не по прямому измерению.
Какую роль играют различия в материалах в производственных вопросах?
Даже если процессы остаются прежними, поведение материала может немного измениться. Это один из распространенных скрытых источников вариаций.
На практике различия, связанные с материалами, могут включать:
- изменение плавности потока
- небольшие различия в текстуре после нагревания
- изменение реакции охлаждения
- непостоянный внешний вид поверхности
Эти изменения незначительны, но они затрагивают сразу несколько этапов.
Поскольку материал взаимодействует с температурой, временем и состоянием оборудования, часто бывает трудно отделить его от других факторов.
Как со временем развиваются небольшие механические сдвиги?
Механические системы в непрерывной работе не остаются полностью неподвижными. Небольшие изменения появляются медленно по мере использования.
Аt first, nothing feels different. Output looks stable. The line runs normally.
Позже начинают проявляться малозаметные признаки:
- движение становится немного менее плавным
- выравнивание не такое последовательное, как раньше
- небольшие корректировки нужны чаще
- вариации появляются на длинных дистанциях
Эти изменения происходят постепенно, а не внезапно. Они часто смешиваются с обычными производственными вариациями, пока не появляется более четкая закономерность.
Именно такое медленное развитие является причиной того, что долгосрочное наблюдение имеет большее значение, чем краткосрочная проверка.
Что обычно смотрят операторы во время ежедневного производства?
В реальных заводских условиях мониторинг часто основан на опыте, а не на сложных измерениях. Операторы полагаются на неоднократное наблюдение во время обычной работы.
Обычно обращают внимание на:
- чувствуется ли поток гладким или слегка неравномерным
- остается ли форма продукта постоянной
- насколько легко пресс-формы выделяют продукты
- сохраняет ли линия устойчивый ритм
- нужны ли корректировки чаще, чем обычно
А simple view of these points can be summarized like this:
| Аrea | Что замечено | Что это часто предполагает |
|---|---|---|
| Поведение потока | плавный или нерегулярный вывод | сдвиг материала или давления |
| Пресс-релиз | чистое или устойчивое разделение | изменение поверхности или остатков |
| Постоянство формы | однородные или разнообразные продукты | дисбаланс времени или наполнения |
| Температурный отклик | стабильное или дрейфующее поведение | колебания контроля |
| Линейный ритм | постоянный или прерывистый поток | проблема координации |
Эти наблюдения являются частью повседневной работы, а не отдельными задачами проверки.
Как небольшие проблемы влияют на общий объем производства?
Большинство проблем на линиях по производству леденцов не проявляются как крупные сбои. Они начинают с малого и повторяют тихо.
А slight change in flow. A small difference in shape. A minor delay in timing.
По отдельности они могут показаться не важными. Но со временем они влияют:
- согласованность между продуктами
- бесперебойность производственного потока
- количество регулировок, необходимых во время работы
- стабильность длительных производственных циклов
Эффект накопительный. Небольшие изменения постепенно меняют поведение всей линии во время непрерывного производства.
В реальной эксплуатации стабильность определяется не отсутствием проблем, а тем, как устраняются небольшие отклонения по мере их появления.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Главная
Главная