
 Pусский
Pусский
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى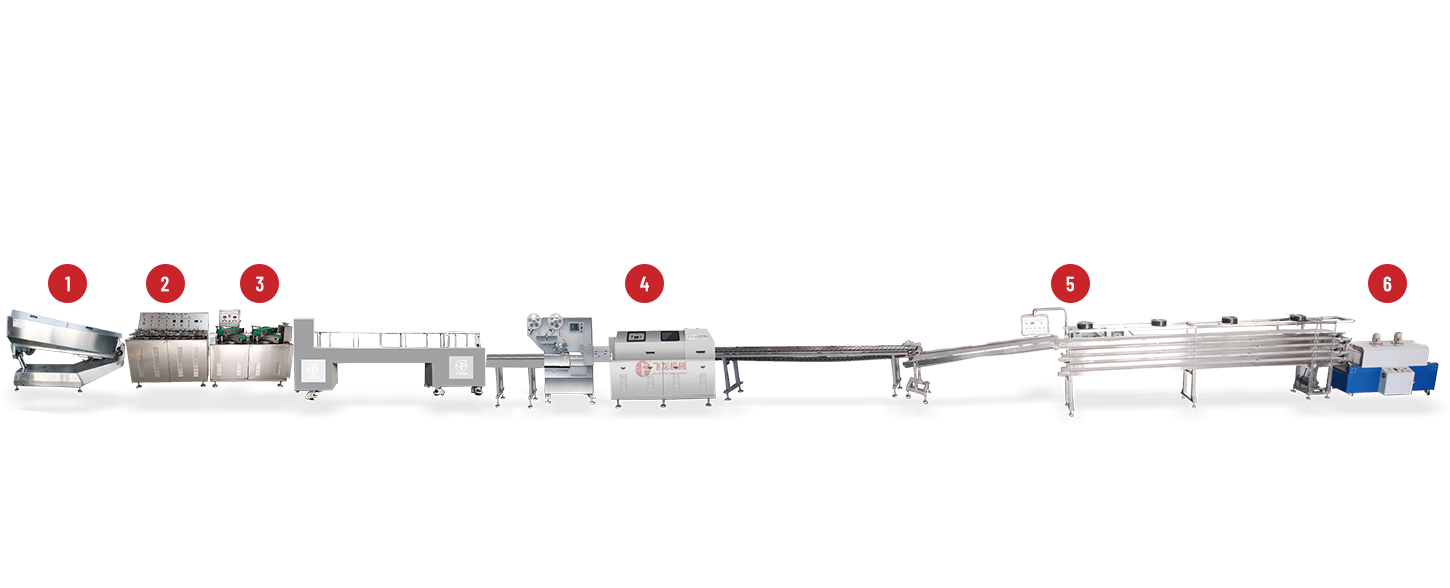
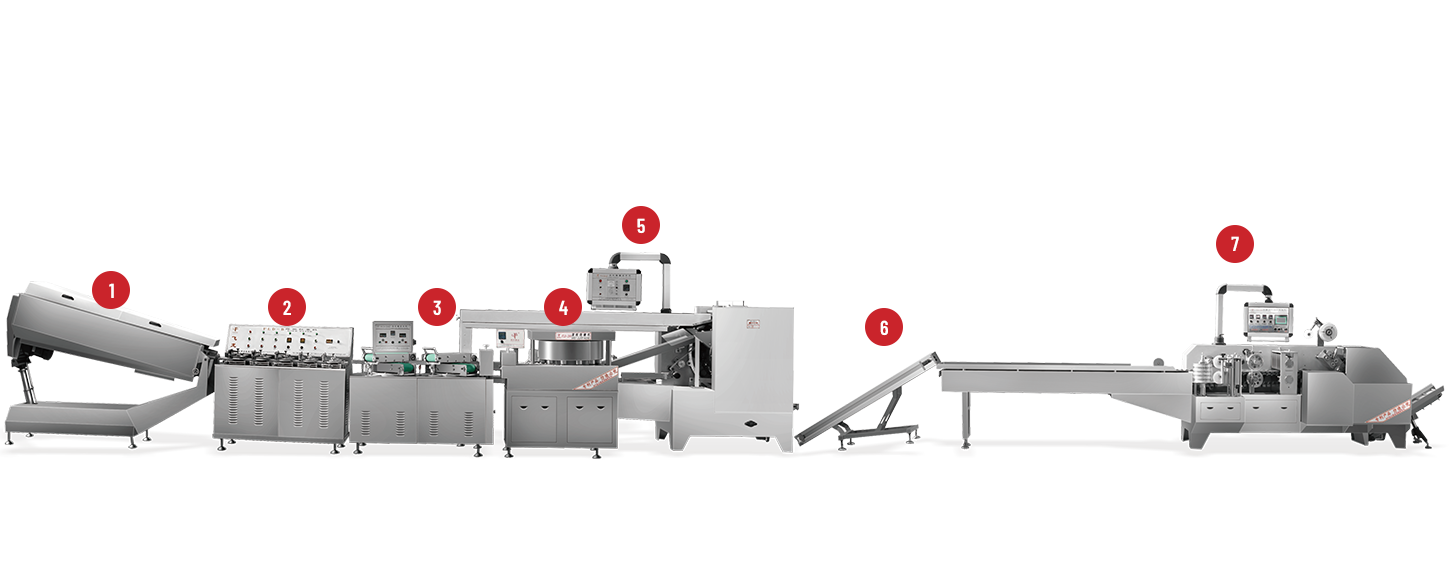




Понимание основ формирования леденцов
Производство леденцов различной формы включает в себя направление расплавленных конфет в специально разработанные полости или использование механического давления, чтобы придать конфетам форму. Ключевые факторы включают в себя:
Материал и конструкция пресс-формы
Металл (алюминий, нержавеющая сталь): быстрое охлаждение, высокая прочность, подходит для крупномасштабных операций.
Пищевой силикон: гибкий, легко извлекается из формы, используется в основном в небольших или кустарных установках.
Пластик (поликарбонат): обеспечивает прозрачность (чтобы видеть уровень заполнения), но медленнее охлаждается и менее долговечен.
Угол наклона и механизм выпуска
Для всех форм требуется небольшой конус (1–3°) на вертикальных стенках («черновик»), чтобы затвердевший леденец можно было вынуть, не разрывая и не прилипая.
Сложные формы (например, фигурки с подрезами) часто требуют форм, состоящих из нескольких частей, или боковых стержней, которые убираются перед выбросом.
Контроль вязкости и температуры
Расплавленный сахар (около 148 °C/300 °F) должен оставаться жидким достаточно долго, чтобы заполнить каждый уголок. Если форма слишком холодная, конфеты начнут схватываться до того, как полость заполнится, что приведет к образованию пустот.
В некоторых рецептах добавляют глюкозу или кукурузный сироп, чтобы снизить риск кристаллизации и обеспечить равномерное заполнение детализированных форм.
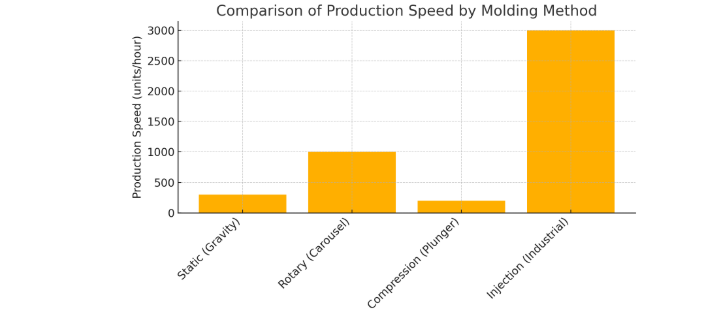
2. Первичные методы формирования
В отрасли используются четыре основных подхода. Каждый из них различается по сложности, времени цикла и достижимому уровню детализации:
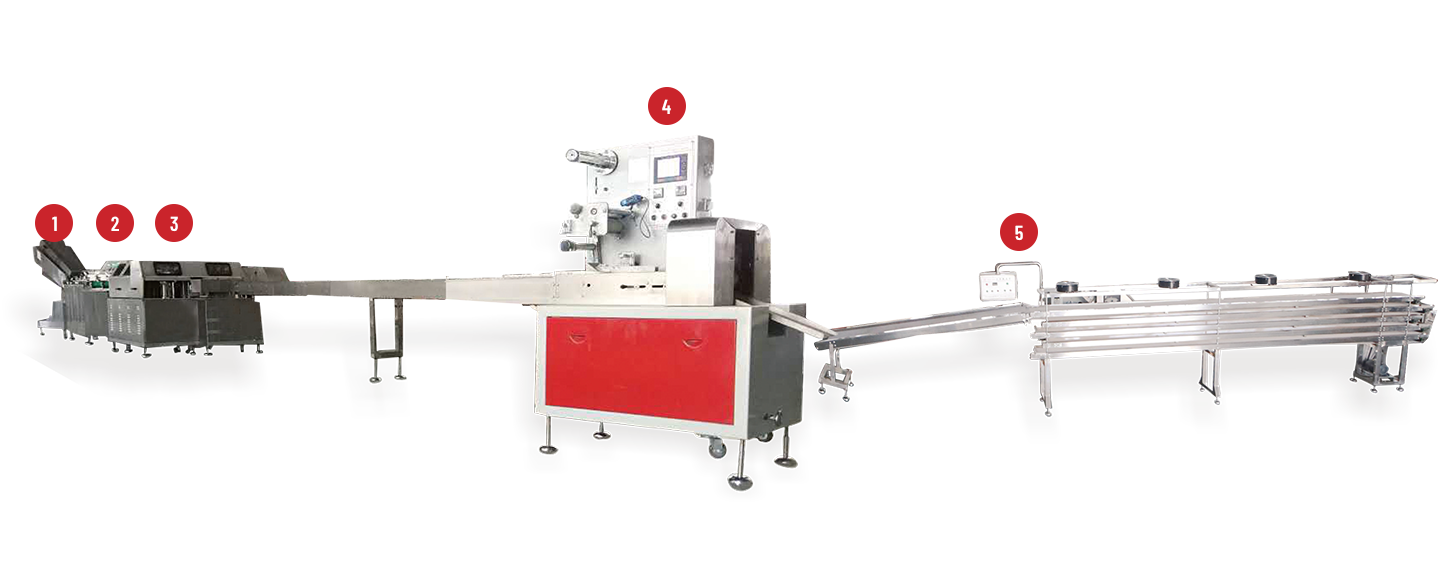
2.1 Статическое (гравитационное) формование
Этапы процесса:
Нагревание и разжижение: сахар (с цветом и вкусом) нагревается до температуры ~148 °C.
Раздача в стационарные формы: расплавленная конфета разливается (с помощью гравитации или насоса низкого давления) в фиксированные плиты форм на плоском конвейере или столе. В небольшое углубление предварительно помещается палочка.
Охлаждение и затвердевание: формы проходят под зоной охлаждения или через нее (вентилятор или туннель холодного воздуха).
Извлечение из формы: после достаточного затвердевания (обычно 15–30 секунд) пластина открывается, и простой выталкиватель выталкивает хлопья на сборную ленту.
Возможность формы:
Умеренная детализация: хорошо подойдут сердечки, звезды, простые символы или плоские логотипы.
Ограничения: Подрезы (глубокие выемки) затруднены; полости должны быть коническими.
Преимущества и ограничения:
| Аспект | Подробности |
|---|---|
| Простота установки | (Простые тарелки; замена форм менее чем за 2 минуты) |
| Скорость производства | ~300 единиц/час на станцию (зависит от количества форм и эффективности охлаждения) |
| Уровень детализации | (Нет поднутрений; только основные рельефы и формы) |
| Идеальный размер тиража | До ~10 000/неделя |
| Обслуживание | Низкий (минимальное количество движущихся частей; периодическая очистка от остатков сахара) |
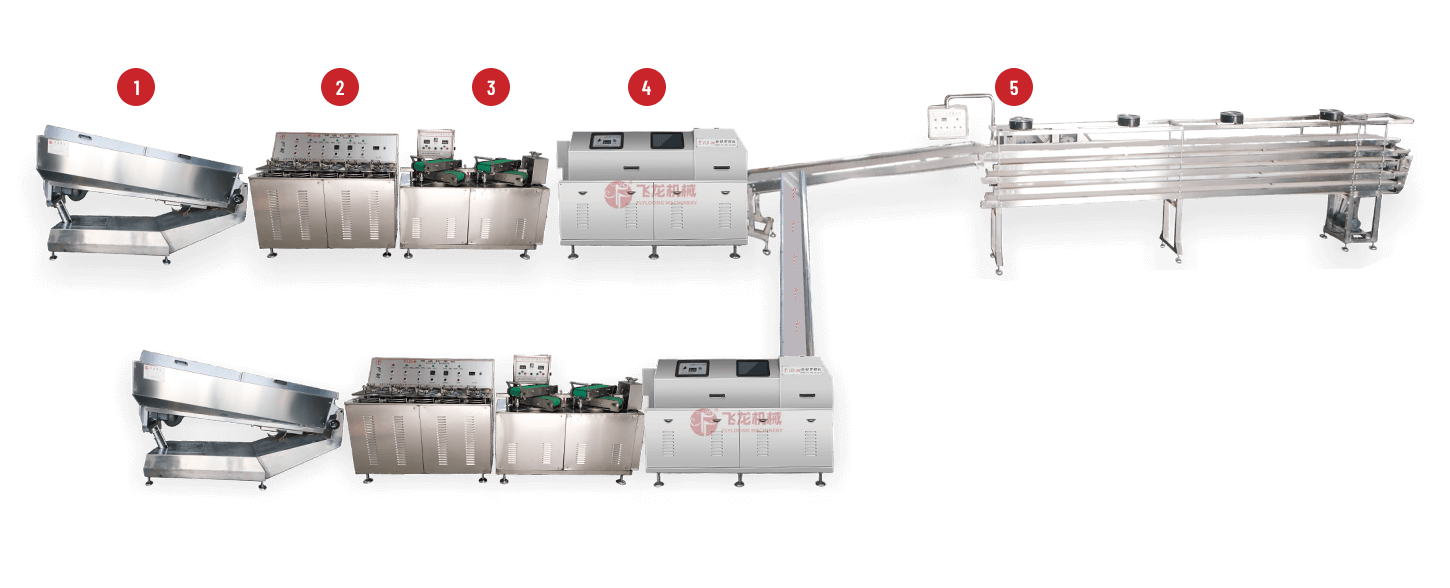
Роторное (карусельное) формование
Этапы процесса:
Установка карусели: несколько карманов для форм установлены на вращающейся пластине.
Раздача: на определенной заправочной станции точная насадка впрыскивает расплавленную конфету в каждый карман. Штифт (или зажим) удерживает клюшку по центру.
Немедленное охлаждение: после заполнения карманы вращаются под охлаждаемыми пластинами или форсунками для продувки воздухом, чтобы начать быстрое затвердевание.
Извлечение: примерно через 30–60 секунд карман выравнивается с механизмом выталкивателя. Булавка выталкивает готовый леденец, который падает на мини-конвейер или подметальный рычаг.
Возможность формы:
Высокая детализация: сложные рельефы, подрезы, составные формы (например, мультяшные лица, логотипы).
Многоцветность/слой: можно использовать последовательные сопла для наслоения (например, нанесите красную основу, затем белый верх).
Преимущества и ограничения:
| Аспект | Подробности |
|---|---|
| Простота установки | (Выравнивание пластин и регулировка времени занимают ~ 5–10 минут) |
| Скорость производства | ~1 000 единиц/час (в зависимости от количества полостей и продолжительности цикла) |
| Уровень детализации | (Поддерживает подрезы, боковые сердцевины, многослойные заливки) |
| Идеальный размер тиража | ~10 000–50 000/неделя |
| Обслуживание | Умеренная (прецизионные кулачки и сопла требуют периодической калибровки/чистки) |
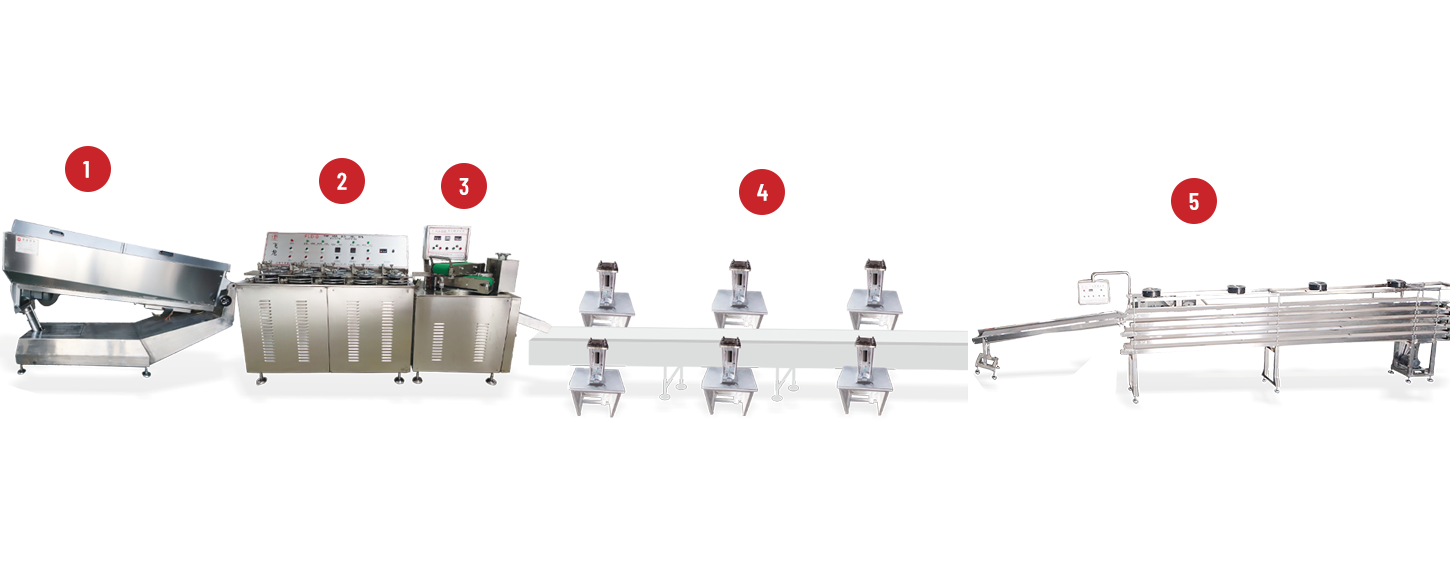
Компрессионное (плунжерное) формование
Этапы процесса:
Налейте или поместите предварительно порцию конфеты: отмеренную порцию теплого сахара (чуть ниже 148 °C) опускают в нижнюю полость формы.
Сжатие: соответствующий верхний поршень опускается, заставляя конфету заполнить всю полость. По краям лишнюю конфету выдавливаем.
Охлаждение: спрессованная конфета остается в контакте с охлажденными поверхностями формы в течение ~ 10–20 секунд.
Извлечение: выталкивающие штифты в нижней пластине выталкивают фигурный предмет на разгрузочную ленту.
Возможность формы:
Лучше всего подходит для плоских или тонких форм: логотипы, медали, тонкие рельефы (например, корпоративные знаки отличия или неглубокие рисунки).
Ограниченная трехмерная глубина. Глубокие или округлые формы сложнее воспроизвести с помощью простого поршня.
Преимущества и ограничения:
| Аспект | Подробности |
|---|---|
| Простота установки | (Выравнивание плунжера требует точности; износ полости подходит) |
| Скорость производства | ~200 единиц/час (цикл включает компрессионное охлаждение) |
| Уровень детализации | (Отлично подходит для четких неглубоких рельефов, но не для глубоких подрезов) |
| Идеальный размер тиража | До ~10 000/неделя |
| Обслуживание | Умеренная (уплотнения плунжера и поверхности формы требуют периодической проверки) |
Литье под давлением (высокопроизводительное/промышленное)
Этапы процесса:
Подогрев подачи и коллектора: расплавленная карамель удерживается в подогреваемом коллекторе (чтобы предотвратить преждевременную кристаллизацию).
Инъекция под высоким давлением: гидравлические или плунжерные приводы одновременно проталкивают конфеты через сопла «горячеканальных каналов» в каждую полость.
Быстрое охлаждение: полости формы окружены каналами охлаждающей жидкости (вода или гликоль), что обеспечивает быстрое затвердевание конфет.
Извлечение и обрезка: после точного заполнения и выдержки (~ 5–15 секунд) гидравлические выталкивающие пластины выталкивают выступающие элементы; автоматический скребок или лента удаляют любые заусенцы.
Возможность формы:
Чрезвычайно подробная информация: может обрабатывать подрезы, многоползуновые формы, боковые стержни.
Варианты нескольких цветов/слоев: различные потоки сахара можно вводить последовательно или совместно.
Преимущества и ограничения:
| Аспект | Подробности |
|---|---|
| Простота установки | (Сложное выравнивание коллектора и настройка параметров; замена пресс-формы требует нескольких часов) |
| Скорость производства | ~3 000 единиц/час (зависит от количества гнезд; промышленные многоместные формы могут работать еще выше) |
| Уровень детализации | (Высшая точность; идеально подходит для брендинга и многослойной графики) |
| Идеальный размер тиража | > 50 000/неделя |
| Обслуживание | Высокая (гидравлические системы, горячие каналы и прецизионные клапаны требуют постоянного обслуживания) |
Следите за нашей следующей статьей.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Главная
Главная