
 Pусский
Pусский
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى




Добро пожаловать, чтобы продолжить чтение «Как машины для изготовления леденцов делают леденцы разной формы»
Сравнительная сводная таблица
Ниже приведен сводный обзор, сравнивающий все четыре метода по ключевым аспектам:
| Метод | Уровень детализации | Скорость производства (шт./час) | Скорость переключения | Идеальный размер тиража | Типичный материал пресс-формы |
|---|---|---|---|---|---|
| Статический (Гравитация) | Умеренный | ≈ 300 | (<2 мин/пластина) | Малый → Средний (< 10 000 в неделю) | Алюминий, Силикон |
| Ротари (Карусель) | Очень высокий | ≈ 1 000 | (5–10 мин) | Средний → Крупный (10 000–50 000 в неделю) | Твердый анодированный алюминий |
| Сжатие (Плунжер) | Умеренный | ≈ 200 | (чувствительно к выравниванию) | Малый → Средний (< 10 000 в неделю) | Закаленная сталь, алюминий |
| Инъекция (Промышленная) | Чрезвычайно высокий | ≈ 3 000 | (Часы) | Очень большой (> 50 000 в неделю) | Инструментальная сталь (H13), сталь P20 |
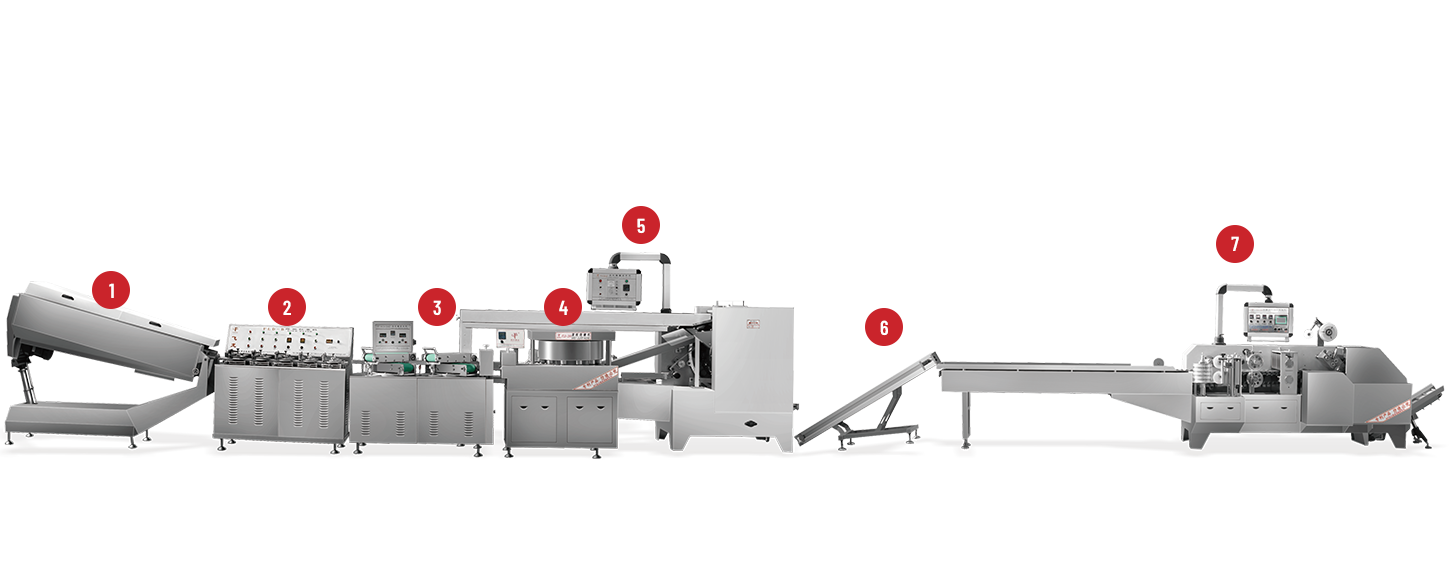
Проектирование новой формы: пошаговый рабочий процесс
Независимо от метода, создание новой формы леденца следует следующему общему алгоритму:
Концепция и эскиз
Придумайте желаемую форму, размер и любые элементы брендинга.
Учитывайте физические ограничения (тонкие секции могут сломаться; глубокие полости создают риск образования воздушных карманов).
3D-моделирование (САПР)
Создайте цифровую модель (SolidWorks, Fusion 360 или AutoCAD).
Добавьте угол уклона (1–3°) и укажите, куда будет вставлен стержень (обычно центральный выступ).
Прототип формы
Для быстрой проверки концепции используйте форму, напечатанную на 3D-принтере (пищевая смола) или силикон.
Проверьте правильность заполнения (отсутствие захваченного воздуха, постоянная толщина стенок).
Окончательное изготовление пресс-формы
Фрезерование с ЧПУ (алюминий/сталь) : Обычно для статических и поворотных пластин.
EDM (электроэрозионная обработка) : необходим для максимальной точности — крошечных логотипов или глубокого рельефа.
Конструкция многокомпонентной пресс-формы: Боковые направляющие, вставки или складные стержни для поднутрений.
Интеграция оборудования и настройка параметров
Прикрепите форму к столу машины, карусели или станции сжатия.
Регулировать:
Температура сахара (°C/°F)
Давление/скорость наполнения (для инжекторных или вращающихся форсунок)
Время охлаждения/поток
Время эжектора
Тестовые запуски
Изготовьте небольшую партию (десятки) для проверки точности формы, толщины стенок и выравнивания стержней.
Осмотрите на наличие дефектов:
Пузырьки воздуха вокруг мелких деталей
Заусенцы или заусенцы по краям
Непостоянная глубина палки (должна быть отцентрирована и закреплена)
Одобрение первой статьи
Измерьте критические размеры штангенциркулем (типовой допуск ± 0,5 мм).
Проведите тест на растяжение палки (убедитесь, что она не выскочит при умеренном усилии).
Провести оценку качества (внешний вид, постоянство цвета).
Полномасштабное производство
Контролируйте процент брака (идеально: < 1 %).
Запланируйте регулярную очистку пресс-формы (каждые 2–4 часа при больших объемах производства).
Планируйте ремонт пресс-формы каждые 50 000–100 000 циклов (повторно полируйте или повторно обрабатывайте поверхности, если появляется износ).
Типичные примеры форм и рекомендуемые методы
| Форма | Метод | Обоснование/Примечания |
|---|---|---|
| Классический круглый/диск | Статический или поворотный | Простая полусферическая полость или неглубокий диск. Статика проще всего; роторный помогает, если объем > 5 000/неделю. |
| Сердце, Звезда, Цветок | Статический или поворотный | Умеренный detail (draft angles sufficient). Rotary achieves faster cycles once demand is high. |
| Корпоративный логотип (плоский рельеф) | Компрессия или инъекция | Компрессия дает четкий, неглубокий рельеф при низкой громкости; инъекции необходимы для тысяч с многоцветной. |
| Персонаж/мультяшный герой | Роторный или инъекционный | Для подрезания требуются боковые стержни — вращающиеся со скользящими вставками или многоползуновые литьевые формы. |
| 3D фигурка животного/пластика | Инъекция | Сложная 3D форма с глубокими выточками и боковыми деталями; Скользящие сердечники литьевой формы или складной сердечник. |
Визуальное сравнение: диаграмма скорости производства
Выше вы видели гистограмму, сравнивающую приблизительные скорости производства четырех методов:
Статический (гравитационное заполнение): ~ 300 единиц/час
Роторный (Карусель): ~ 1 000 шт./час
Сжатие (Плунжер): ~ 200 ед./час
Инъекция (Промышленная): ~ 3 000 ед./час
Это помогает проиллюстрировать, почему при очень больших тиражах или высокодетализированных проектах предпочтение отдается ротационным или инжекторным системам, тогда как малые предприятия или сезонные мастера часто выбирают статические или компрессионные установки.
Ключевые выводы
Выберите метод по объему и деталям:
Небольшие простые заказы → Статическое формование (минимальная стоимость, быстрая переналадка).
Средние объемы с умеренной детализацией → Ротационное формование (хороший баланс скорости и детализации).
Плоские логотипы или тонкослоистые попсы → Компрессионное формование (точная толщина, четкий рельеф).
Очень большие тиражи или очень сложные/цветные формы → Литье под давлением (максимальная производительность, многослойность).
Углы уклона и выброс имеют решающее значение:
Всегда проектируйте формы с небольшим конусом, чтобы конфеты легко выходили из формы.
Используйте надежные выталкиватели, подпружиненные стержни или боковые направляющие для областей подреза.
Вопросы выбора материала:
Алюминиевые/стальные формы → Более быстрое охлаждение, более длительный срок службы, идеально подходят для больших объемов.
Силиконовые формы или формы, напечатанные на 3D-принтере → подходят для быстрого прототипирования или очень ограниченных тиражей, но с меньшей производительностью.
Регулярно обслуживайте и проверяйте:
Убирайте остатки сахара каждые несколько часов, чтобы предотвратить их накопление («обратные ожоги»).
Проверяйте формы на предмет износа (ржавчины, царапин) после десятков тысяч циклов и при необходимости повторно обрабатывайте или заменяйте.
Баланс стоимости и гибкости:
Статические и компрессионные прессы стоят дешевле, но имеют меньшую производительность и детализацию.
Ротационные и литьевые формы требуют большего капитала, но окупаются, когда объем или сложность брендинга увеличиваются.
Помня об этих принципах и сравнивая методы, производители — будь то мелкие производители конфет или крупные кондитерские фабрики — могут решить, как лучше всего производить привлекательные леденцы идеальной формы для любого случая.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Главная
Главная